 |
Pennoyer-Dodge
Company |
| |
|
| |||
|
|
Pennoyer-Dodge
Company |
| |
|
| |||
Accurate Formula To Compute The Pitch And
Major/Minor Diameters For Before Plate Thread Plugs And Thread Rings* |
|---|
| If no plating tolerance is given, then it is assumed that the maximum plating thickness will be nominal or minimum thickness given plus 50%. (see ASME B1.1-1989, pg. 16, 7.4.2; pg. 18, 7.5.2) The diameters of the gaging for external threads will be smaller while the diameters of the gaging for internal threads will be larger, than standard. | |
|
THREAD PLUGS For the Go plug pitch diameter, add the MAX. amount of plate. For the Not Go pitch diameter, add the MIN. amount of plate. For the majors of work plugs, increase the major diameter on Go work plug by using half the MAX. amount of plate. On Not Go work plugs, increase the major diameter by using half the MIN. amount of plate. Example Based on .0002 to .0003 allowance per side (multiply by 4) |
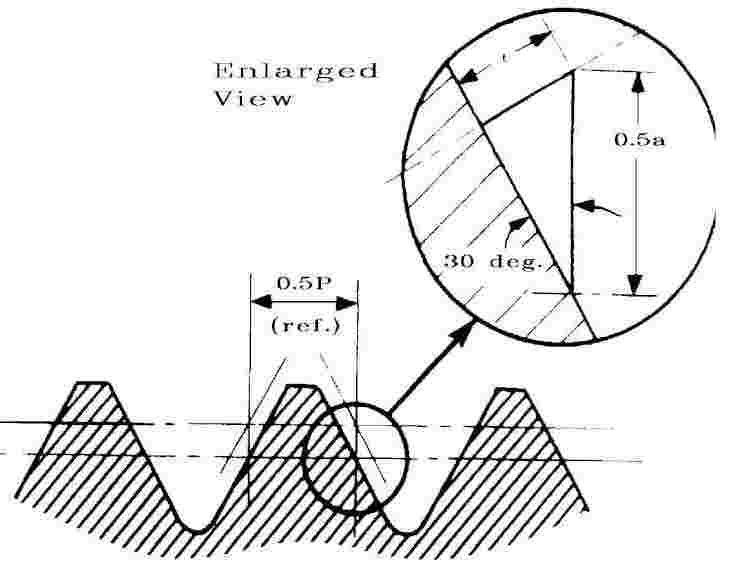 RATIO OF PITCH DIAMETER CHANGE TO THICKNESS OF COATING (60° ONLY) t = thickness of coating 0.25a = t and a = 4t or the pitch diam. of a 60° thread
changes BEFORE PLATING RATIOS |
|
THREAD RINGS For the Go ring, subtract the MAX. amount of plate. For the Not Go ring, subtract the MIN. amount of plate. For the minors of thread rings, decrease the minor diameter on the Go thread ring by using half the MAX. amount of plate. On Not Go thread rings, decrease the minor diameter by using half the MIN. amount of plate. Example Based on .0002 to .0003 allowance per side (multiply by 4) Basic GO minor .2103 - (.0012 / 2) = .2097 B/P Go
minor. |
